


Why E-Liquid Manufacturers Need a Cleanroom
The FDA classifies e-cigarettes and e-liquids as tobacco products under the Tobacco Control Act, and that classification comes with cGMP (current Good Manufacturing Practice) expectations. Your production environment is part of what regulators evaluate. How it’s documented, controlled, and validated feeds directly into your ability to move through the PMTA (Premarket Tobacco Application) process.
E-liquid is inhaled, not ingested, and the FDA’s cGMP expectations for environmental controls reflect that. Product quality can be compromised by particulates or microbial contamination. Reducing or eliminating particulates for batch consistency keeps your liquid clear and your flavor profile and nicotine delivery reliable. Bacterial and fungal growth from microbial contamination degrades nicotine and flavorings, and the toxins it produces aren’t removed in the vaporization process, so endotoxins and mycotoxins reach the consumer, causing irritation and inflammation. For facilities running multiple flavors, cross-contamination between batches adds another layer of product quality risk.
A cleanroom gives you the documented control you need for all of these variables, whether you’re preparing to submit your PMTA or looking to show improved control during inspections, postmarket reporting, supplier reviews, complaint investigations, adverse-event reviews, or internal quality audits.
Cleanrooms for E-Liquid Manufacturing
What ISO Class Does E-Liquid Manufacturing Require?
Most e-liquid mixing and filling operations need an ISO 8 classification.
ISO 8 classification controls particle concentration: airborne particulates to 3,520,000 particles per cubic meter at 0.5 microns or larger. This is the threshold at which contamination starts to meaningfully affect liquid products. This control prevents the viscous e-liquid ingredients from trapping and suspending too many particles.
ISO 7 classification is stricter than ISO 8 and costs more to operate. However, if your filling line has high product exposure or if you’re blending complex flavor systems, your process may warrant an ISO 7 classification in those zones. You can schedule a free consultation with our engineers to determine the modular configuration and classification needs for your process.
What to Look for in an E-Liquid Cleanroom
-
Airflow and Filtration

Airflow and Filtration
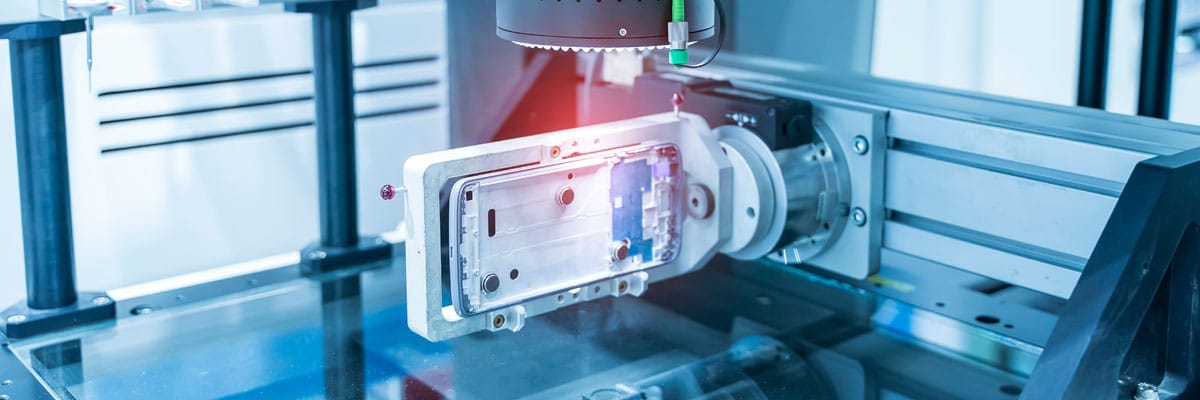
E-liquid ingredients, particularly propylene glycol and vegetable glycerin, are viscous and sticky. They attract and hold airborne particles. During your mixing and filling process, these ingredients are exposed, so contaminated air will deposit particles directly into the product. Typically, you want to use a ceiling-mounted HEPA fan filter and ensure airflow remains directional (clean air in from above, contaminated air pushed out below) to prevent recirculation. This removes 99.97% of particles at 0.3 microns and larger, which covers the contamination range for e-liquid manufacturing.
-
Zoning and Workflow

Zoning and Workflow
Workflow layout and airflow need to be designed together to prevent dead zones where particles can accumulate. Properly zoning your cleanroom requires thinking through how materials, personnel, and product move between areas without crossing contamination pathways. Consider raw material staging, mixing, filling, bottling, gowning, and waste removal. If you’re producing multiple flavors, physical separation between mixing areas and directional airflow between zones has a direct impact on the flavor integrity and your rework rates.
-
Surfaces and Materials

Surfaces and Materials
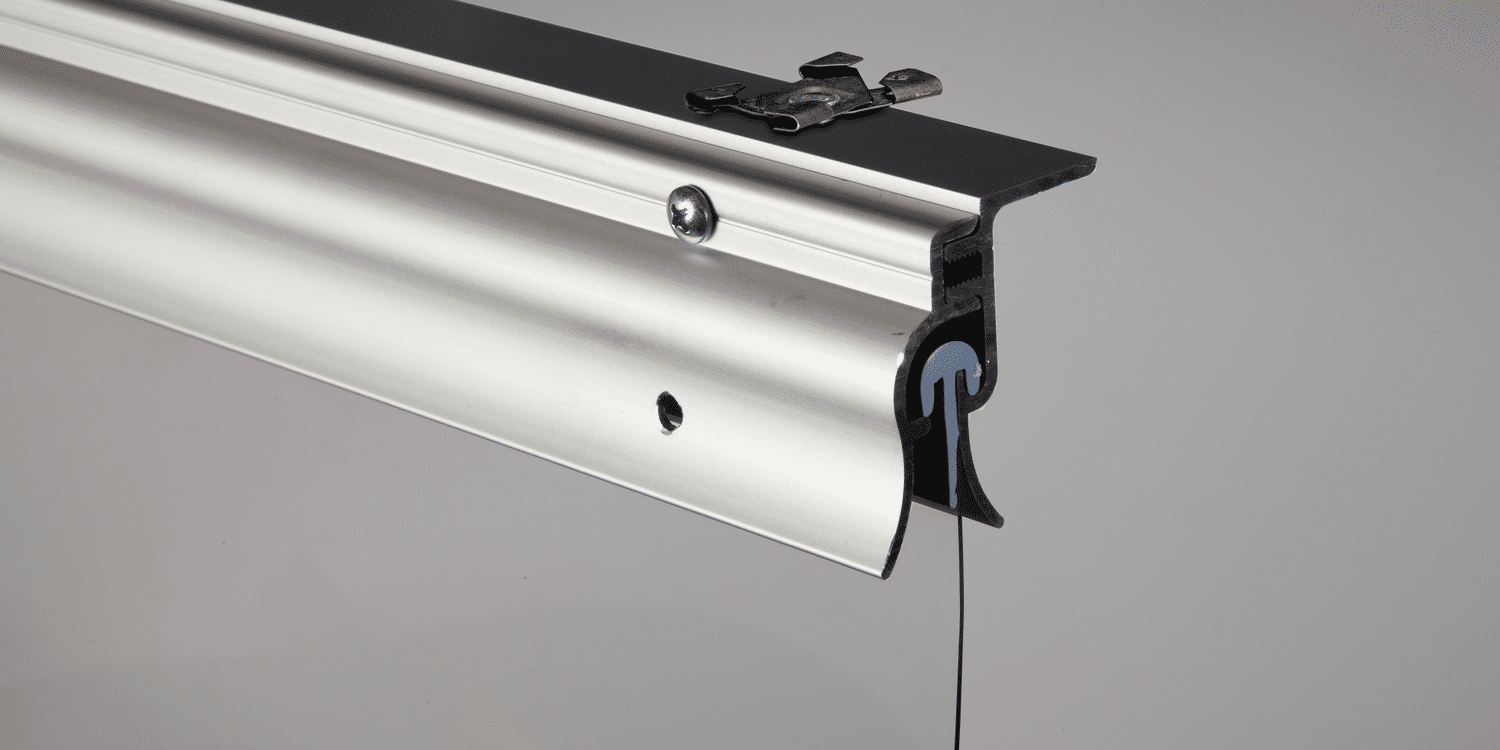
Surfaces and materials need to withstand rigorous cleaning protocols and abrasive cleaning agents over time. You need non-porous, non-shedding materials for your panels and floors. Most cleanrooms also use a radius cove, a curved transition piece that replaces the standard 90-degree corner where the wall meets the floor with a smooth curve. This prevents flavor residue, cleaning solution, and microbial material from building up.
-
Temperature and Humidity Control

Temperature and Humidity Control
HVAC integration for temperature and humidity control is an important part of the cleanroom design process. Body heat from workers when the cleanroom is at full occupancy can make the environment uncomfortable and impact product stability. A target range of 68 to 72°F and 30 to 60% relative humidity keeps workers comfortable and protects product stability.
-
Ceiling Height and Equipment Clearance

Ceiling Height and Equipment Clearance
Standard pre-built cleanrooms may not fit the ceiling height required for e-liquid manufacturing. The mixing vessels typically need significant vertical clearance to load and operate. E-liquid manufacturers also tend to scale up mixing capacity over time, which means equipment will get larger. The interstitial space above the cleanroom ceiling must accommodate fan filters, HVAC, and electrical components. Ceiling height is expensive to change after construction. We recommend a minimum of 3 feet of clearance between the cleanroom ceiling and the building ceiling. Depending on your equipment, whether it’s platform-loaded or overhead-lowered, the recommended specs will change.
Hardwall or Softwall for E-Liquid Production?
Cleaning procedures are where compliance and practicality collide. Supplies matter, storage matters, and the Both hardwall and softwall systems can meet ISO 7 & 8 classification requirements.
Softwall cleanrooms deploy faster, cost less upfront, and reconfigure easily. If you’re a startup or a small-batch operation, this is the best place to start. Once your operation starts to see higher foot traffic, more aggressive cleaning protocols, and a more solidified workflow, the more durable, longer-term hardwall system becomes a better fit.
Hardwall cleanrooms use rigid panel construction with a structural frame to handle frequent use, heavy cleaning chemistry, and the physical demands of an active production environment. If your workflows and zones are clearly defined, it makes sense to invest in a longer-term system.
If you’re not sure which direction makes sense for your operation, our engineers provide guidance on which system matches your configuration and classification needs during our consultation.
Product Categories
Our comprehensive product portfolio serves critical environments across pharmaceutical applications, including compounding. With thousands of successful installations worldwide, these modular clean room components have proven their reliability in the most demanding situations.

Rigid panel construction providing maximum durability and performance for semi-permanent installations.

Flexible vinyl construction allowing rapid reconfiguration and complete portability.

Custom framework, filtration systems, and structural elements for bespoke applications.

Specialized entry systems including hinged, sliding, and sensor-activated configurations.

Grid systems, filter modules, and lighting integration for complete overhead solutions.
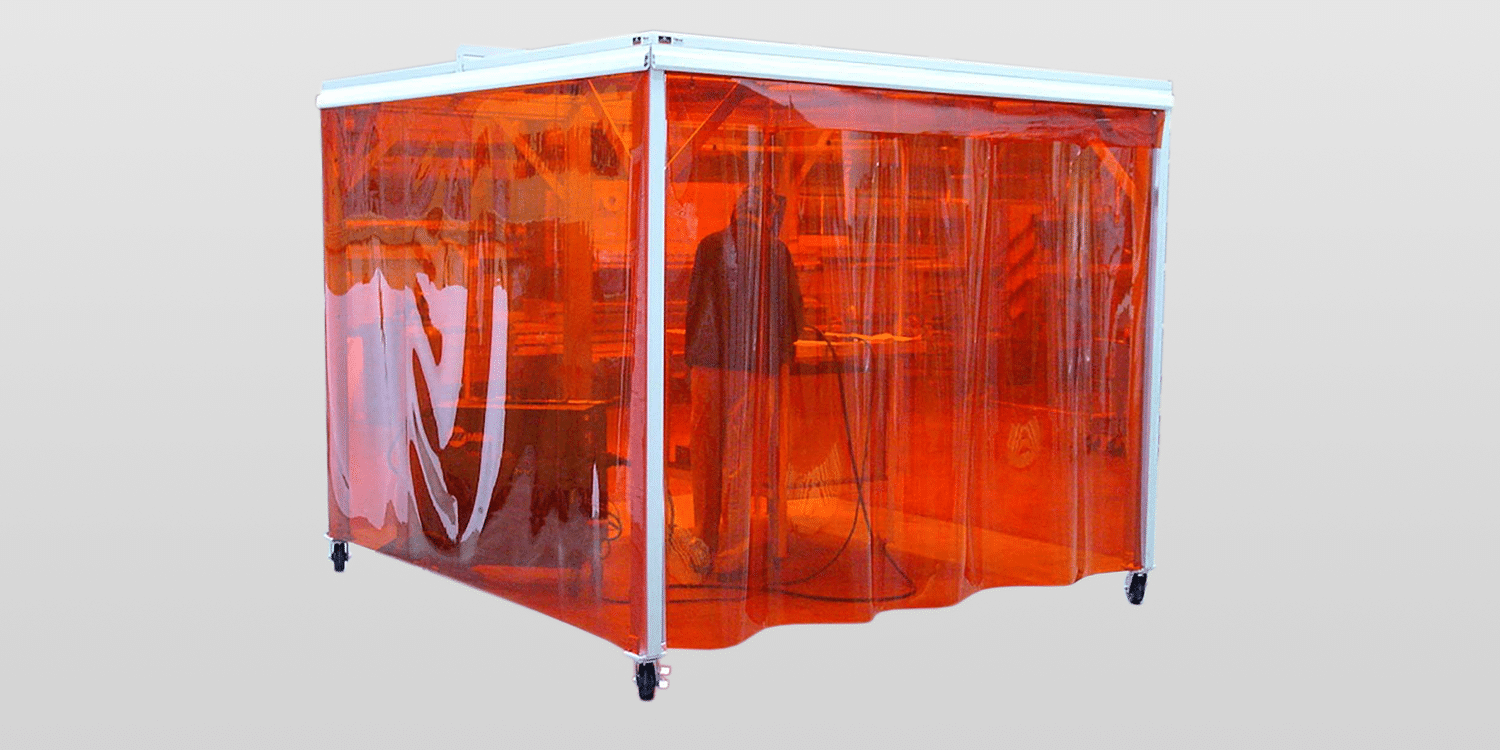
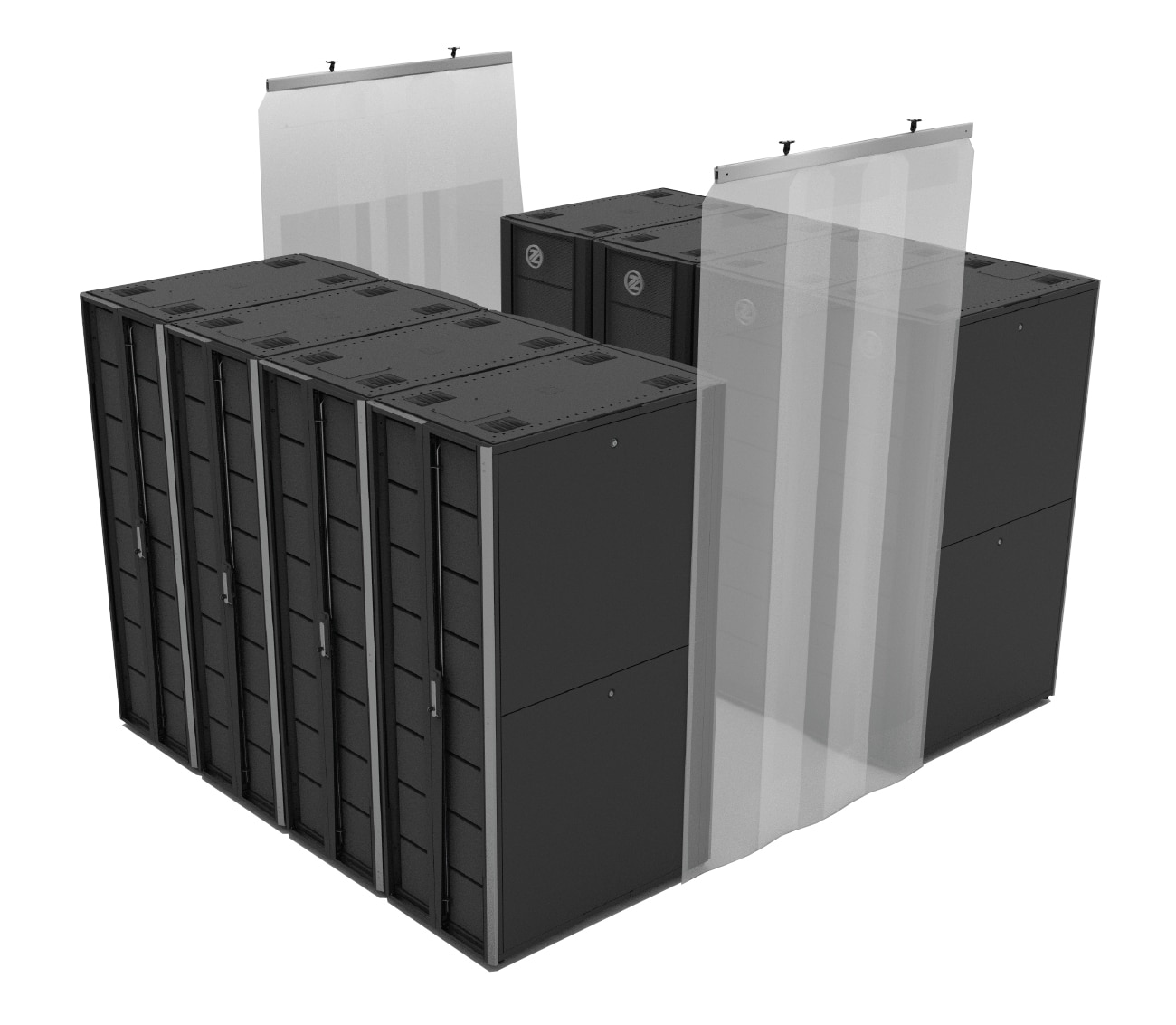
Flexible barrier systems for workflow separation and containment applications.
High-traffic entry solutions maintaining contamination control during frequent access.
Specialized materials and accessories for custom cleanroom configurations.
Modular. Scalable. Trusted. Subzero Engineering.
35+ Years Combined Experience
We have engineered contamination control solutions for pharmaceutical, medical device, electronics, food production, and e-liquid applications.
Proven Results
Modular installations deploy in days, not months. Our systems meet ISO 8 and ISO 7 classification requirements and deliver the same contamination control performance as permanent construction, with significantly less build time and disruption to existing operations.
Global Support
In-house manufacturing across state-of-the-art facilities, with regional partners and support teams for installation, commissioning, and long-term maintenance.
Consultative Approach
We start by asking “What is it you want to achieve?” That question applies as much to a 300 sq ft startup cleanroom as it does to a multi-zone commercial build. The cleanroom design follows your process requirements, not the other way around.
E-liquid manufacturers come to us at different stages. Some are building their first controlled environment ahead of regulatory review. Others are scaling an existing operation and want a configuration that won’t require a full rebuild in two years. Some are contract manufacturers whose brand clients require documented manufacturing controls. We have worked through all of those scenarios and can help you determine which approach fits your situation.
Common Questions About E-Liquid Cleanrooms
What ISO class is required for e-liquid manufacturing?
The FDA hasn’t mandated a specific ISO classification for e-liquid environments, but the industry has largely converged on ISO 8 as the appropriate starting point. High-exposure filling lines or higher quality standards may require ISO 7 classification.
The right classification depends on variables specific to your operation. Schedule a free consultation with our engineers to work out the details.
Does the FDA require a cleanroom for e-liquid manufacturing?
No. The FDA requires evidence that your facility produces a consistent, uncontaminated product. A validated cleanroom, by default, provides documentation of the key environmental conditions required for cGMP compliance (like particle test records, pressure logs, and written SOPs). This documentation can be obtained without a cleanroom, but it’s much harder to produce, requiring extensive testing, HVAC engineering, and strict SOPs that rely on personnel compliance.
What is the most common size for an e-liquid cleanroom?
Most small- to mid-size e-liquid operations fall between 400 and 1,500 sq ft. Small-batch single-room systems can be under 100 sq ft. Larger operations can require more than 8,000 sq ft for multi-room commercial production.
Cleanroom capacity needs tend to increase quickly. You can work with our engineers to find a solution that meets current production volumes while planning for future growth.
How do I prevent flavor cross-contamination between product lines?
You need dedicated mixing areas for distinct flavor profiles and HVAC zoning to prevent cross-contamination. Controlling airflow is critical. Even with physical separation, recirculation can carry flavor compounds across zones. Consider pass-through chambers for material transfer, separate cleaning SOPs for different zones, and personnel flow patterns.
This is something our engineers work through with you before finalizing room configurations.
How long does it take to install a modular e-liquid cleanroom?
A softwall configuration can deploy in as little as 3 to 5 days. More complex hardwall installations take longer with additional considerations like HVAC integration, but remain measurably faster than traditional construction. For a timeframe specific to your operation, schedule a free consultation with our engineers.
Can I expand my cleanroom later if production grows?
Yes. Modular cleanrooms are built for easy expansion and adjustment. While reconfiguring a softwall system is significantly faster, hardwall systems can also be easily adjusted without removing the existing installation. If you have a growth timeline in mind, we can design the initial configuration to accommodate those upgrades to prevent an expensive retrofit later.
Modular Clean Room Applications
Subzero Engineering’s Simplex modular clean rooms were developed with custom applications in mind. The possibilities are endless. Whatever the unique requirement, our team brings industry expertise and a proactive approach to solving even the most difficult isolation challenges.
-
Aerospace + Defense


Aerospace + Defense
We understand the complex nature of the aerospace and defense manufacturing industry.
Learn More -
ELECTRONICS MANUFACTURING
ELECTRONICS MANUFACTURING
Modular enclosure solutions for high sensitivity electronics manufacturing environments.
Learn More -
E-LIQUID MANUFACTURING


E-LIQUID MANUFACTURING
We engineer custom e-liquid, e-cigarette, e-juice manufacturing cleanrooms compliant with current FDA regulations.
Learn More -
FOOD PREPARATION

FOOD PREPARATION
Ensure a contamination free environment to process, prep, and package food.
Learn More -
HAZMAT HANDLING


HAZMAT HANDLING
Simplex cleanrooms can be custom designed to deal with the complex handling and storage of hazardous materials.
Learn More -
LASER MANUFACTURING

LASER MANUFACTURING
Airborne contaminants can wreak havoc on lasers; Safeguard your critical laser environment.
Learn More -
Manufacturing Applications


Manufacturing Applications
Simplex cleanrooms and separation products create a variety of solutions for manufacturing facilities.
Learn More -
MEDICAL APPLICATIONS

MEDICAL APPLICATIONS
Simplex cleanrooms can be designed to efficiently Meet and Exceed Industry Regulatory Requirements.
Learn More -
PHARMECEUTICAL COMPOUNDING


PHARMECEUTICAL COMPOUNDING
We have designed numerous cleanrooms for use in the pharmaceutical industry.
Learn More -
TEMPORARY & PORTABLE

TEMPORARY & PORTABLE
Temporary/portable cleanrooms can be designed using hardwall or softwall configurations and can quickly be expanded or relocated.
Learn More